Не знаю почему появилась необходимость многолетнего бреда, я изложу свои мысли как логично было бы решить все технические вопросы.
Болотоходный винт должен отбрасывать весь мусор проходящий сквозь него.
Болотоходный винт максимально мягко должен взаимодействовать с препятствиями попадающимися на его пути.
Вот изходя из этого он построен так:
Передняя кромка должна иметь везде подъем от ступицы к краю винта.
Передняя кромка имеет максимально возможный наклон.
По простой логике передняя кромка должна иметь в плане форму Эвольвенты.
Как любой инженер Федор, ты знаешь это слово и оно не должно тебя смущать.
На пример эвольвента окружности.
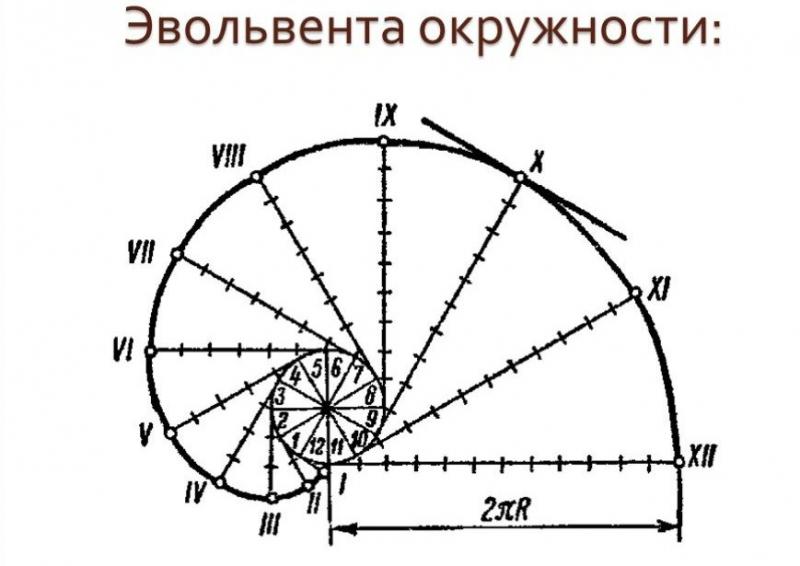
Поскольку любое пространство между лопастями где нет подъема, способствует наматыванию мусора, его не болжно быть.
Вот и строим в секторе180- 270 град. от диаметра втулки до нужного диаметра эту самую эвольвенту. С облюдаем условие, что после установки двух таких будущих лопастей кромки частично перекрывали друг друга и не оставляли пустого пространства без подъема от ступицы, на диске винта.
Далее, пользуемся общими известными всем условиями:
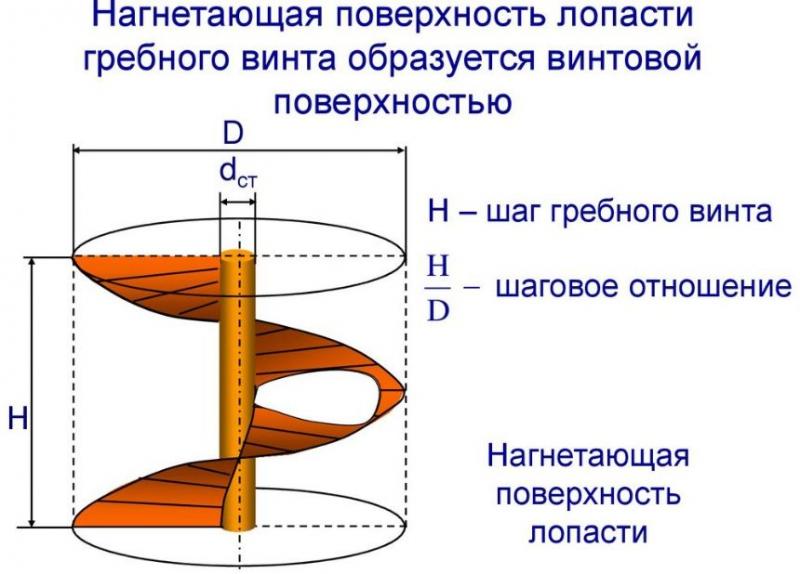
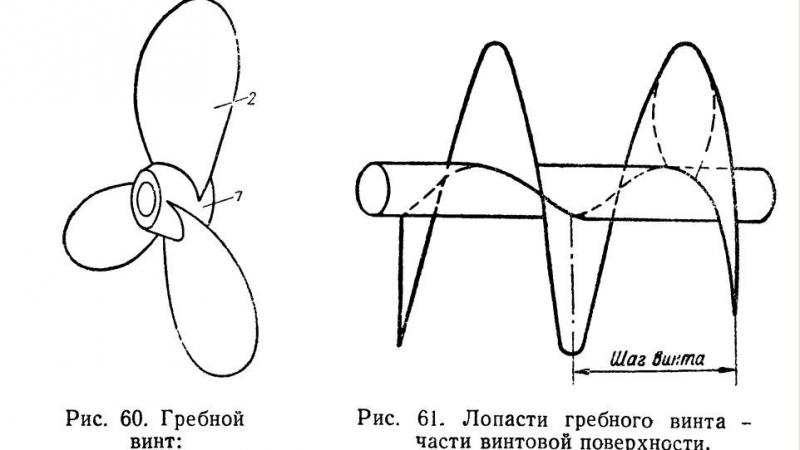
Строим винтовую поверхность нужного диаметра и шага.
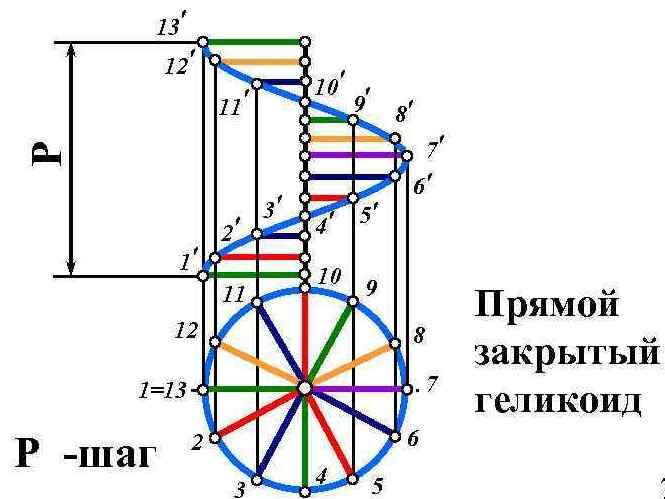
И проецируем на него нарисованную ранее эвольвенту.
Остается вопрос с обеспечением максимального упора таким винтом.
Для меня ворос виделся так. можно ли сразу за точкой где эвольвента достигает максимального диаметра винта сразу строить заднюю кромку или понадобится еще увеличение дискового отношения этого винта путем достройки полукруглой задней кромки с большой площадью?
Я поступил так, сделал два одинаковых винта с разными задними кромками. Один с прямой, другой с круглой.

Натурные испытания показали, что винт с большим дисковым отношением работает лучше.
Вывод:
Достраиваем следом за эвольвентой заднюю кромку лопасти примерно в половину окружности от макс. диаметра почти до ступицы или до ступицы.
Еще один вопрос:
Что лучше, острый интерцептор или плавное повышение поверхности на задней кромке.
Так же натурные испытания показали, что плавное работет эффективнее.
Поэтому на скругленной задней кромке винта делаем подъем винтовой поверхности,"ложку", вогнутый профиль, "пузо и спинку" и т. д. кому как больше нравится.
В конце всех изысканий получаем это:

В моем случае это:

В случае
Васильев это:

Технология для изготовления такого, то же уже давно существует:
Все, осталось изготовить штамп на каждый диаметр, для формовки профиля на полукруглой законцовке лопасти.
Вот собственно и все.
А теперь можете истерить, бесноваться, цитировать великих и не очень, писать всякие пакости и непристойности.
Добра вам всем и здоровья.

 Тема: Болотоходные моторы и винты от POLK (Прочитано 5664769 раз)
Тема: Болотоходные моторы и винты от POLK (Прочитано 5664769 раз)
 Похожие темы (5)
Похожие темы (5)

